1. Introduzione al processo HP-RTM
HP-RTM (High Pressure Resin Transfer Moulding) è l'abbreviazione del processo di stampaggio a trasferimento di resina ad alta pressione. Si tratta di una tecnologia di stampaggio avanzata che utilizza la pressione ad alta pressione per miscelare e iniettare la resina in uno stampo sigillato sotto vuoto pre-riempito con materiali rinforzati con fibre e inserti preimpostati. La resina scorre attraverso il riempimento dello stampo, l'impregnazione, la polimerizzazione e la sformatura. , per ottenere il processo di stampaggio di prodotti compositi ad alte prestazioni e ad alta precisione. Presenta i vantaggi di alta efficienza, risparmio energetico e protezione ambientale ed è stato ampiamente utilizzato nel settore automobilistico, aerospaziale, elettronico e in altri campi.
Il processo è mostrato nella Figura 1:
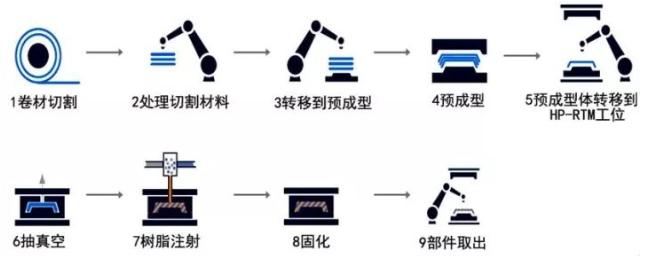
Figura 1 Diagramma schematico del principio del processo HP-PTM
2. Caratteristiche del processo HP-RTM
HP-RTM comprende la lavorazione delle preforme, l'iniezione di resina, il processo di pressatura e il processo di rifilatura. Rispetto al tradizionale processo RTM, il processo HP-RTM aumenta il processo di pressatura post-iniezione, riduce la difficoltà di iniezione e riempimento della resina, migliora la qualità di impregnazione delle preforme e accorcia il ciclo di stampaggio. Le caratteristiche specifiche del processo sono le seguenti:
(1) Riempimento rapido dello stampo. La resina riempie rapidamente la cavità dello stampo, ha un buon effetto di infiltrazione, riduce significativamente bolle e porosità e la resina a bassa viscosità aumenta notevolmente la velocità di iniezione della resina e accorcia il ciclo del processo di stampaggio.
(2) Resina altamente attiva. La velocità di reazione di indurimento della resina aumenta e il ciclo di indurimento della resina viene ridotto. Adotta un sistema di resina ad indurimento rapido ad alta attività e adotta apparecchiature di miscelazione e iniezione ad alta efficienza ad alta efficienza per ottenere una migliore uniformità di miscelazione della matrice di resina. Allo stesso tempo, durante lo stampaggio è necessario un ambiente ad alta temperatura, che migliora notevolmente la velocità di reazione di indurimento della resina, accorcia il ciclo di produzione e stabilizza il processo. Elevata stabilità e ripetibilità,
(3) Utilizzare un agente distaccante interno e un sistema autopulente per migliorare l'efficienza di pulizia dell'attrezzatura. Viene utilizzata la tecnologia autopulente della testa di miscelazione a iniezione e alla materia prima viene aggiunto un componente distaccante interno per migliorare efficacemente l'efficienza di pulizia dell'attrezzatura. Allo stesso tempo, l'effetto superficiale del prodotto è eccellente e lo spessore e la deviazione della forma sono piccoli. Ottenere una produzione a basso costo, a ciclo breve (grandi volumi) e di alta qualità.
(4) Utilizzare la tecnologia del vuoto rapido nello stampo. Il contenuto di pori nelle parti viene ridotto e le prestazioni delle parti migliorate. Riduce efficacemente il contenuto di pori nel prodotto, migliora l'efficienza di impregnazione delle fibre, migliora la capacità di legame dell'interfaccia tra fibra e resina e migliora la qualità del prodotto.
(5) Combinazione dell'aspirazione con il processo di stampaggio a compressione dopo l'iniezione. La difficoltà di lavorazione dei pezzi viene ridotta e la qualità dei materiali rinforzati impregnati di resina viene migliorata. Riduce la difficoltà di progettazione della porta di iniezione della colla e della porta di scarico del processo RTM, migliora la capacità di riempimento del flusso della resina e la qualità di impregnazione della fibra da parte della resina.
(6) Utilizzare doppie superfici rigide per chiudere lo stampo e utilizzare una pressa idraulica di grande tonnellaggio per la pressurizzazione. Il prodotto presenta basse deviazioni di spessore e forma tridimensionale. Al fine di garantire l'effetto di tenuta dello stampo, vengono utilizzate doppie superfici rigide per chiudere lo stampo e per la pressurizzazione viene utilizzata una pressa idraulica di grande tonnellaggio, che aumenta la forza di serraggio durante il processo di stampaggio e riduce efficacemente lo spessore e la deviazione della forma delle parti.
(7) Il prodotto ha eccellenti proprietà superficiali e di qualità. Utilizzando la tecnologia di spruzzatura nello stampo e stampi lucidi, le parti possono ottenere una qualità apparente di alta precisione in un tempo molto breve.
(8) Ha un'elevata stabilità e ripetibilità del processo. L'uso della tecnologia di iniezione gap e di compressione post-iniezione migliora notevolmente la capacità di flusso della resina di riempimento dello stampo, riduce efficacemente la probabilità di difetti di processo e ha un'elevata ripetibilità del processo.
3. Tecnologie di processo chiave
(1) Tecnologia di preformatura di materiali fibrorinforzati
La tecnologia di preformatura delle fibre comprende principalmente: preforme tessili, per maglieria e trecciatura; cucitura di preforme; preforme per iniezione di fibre tritate; preforme per pressatura a caldo, ecc. Tra queste, la tecnologia di modellatura per pressatura a caldo è la più utilizzata. In questa tecnologia, l'agente modellante è la garanzia di base e la tecnologia dello stampo e della pressatura per la preformatura delle fibre è la chiave per la modellatura delle fibre. Per il processo HP-RTM, la struttura della parte è relativamente semplice, quindi anche lo stampo di modellatura è relativamente semplice. La chiave sta nel come controllare lo stampo di modellatura e gli strumenti di pressurizzazione per pressurizzare e modellare in modo efficace e ordinato attraverso procedure di progettazione e controllo.
(2) Tecnologia di dosaggio, miscelazione e iniezione della resina ad alta precisione
La miscelazione e l'iniezione della resina di processo HP-RTM comprende principalmente due sistemi: materiale principale della resina e resina spray nello stampo. La chiave del suo controllo risiede nel sistema di dosaggio della resina ad alta precisione, nella tecnologia di miscelazione rapida e uniforme e nella tecnologia autopulente delle apparecchiature di miscelazione. Il materiale principale della resina di processo HP-RTM deve essere misurato accuratamente ad alta temperatura e alta pressione, il che richiede apparecchiature con pompa dosatrice ad alta precisione. La miscelazione uniforme e l'autopulizia della resina richiedono la progettazione di una testa di miscelazione multipla efficiente e autopulente.
(3) Uniformità del campo di temperatura dello stampo e design della tenuta
Durante il processo HP-RTM, l'uniformità del campo di temperatura dello stampo non solo determina e influenza il flusso e le prestazioni di riempimento della resina nella cavità dello stampo, ma ha anche un grande impatto sulle prestazioni di infiltrazione delle fibre, sulle prestazioni complessive del materiale composito e lo stress interno del prodotto. . Pertanto, è necessario utilizzare il riscaldamento medio combinato con un design efficiente e ragionevole del circuito dell'olio di circolazione. Le prestazioni di tenuta dello stampo determinano direttamente le caratteristiche di flusso della resina e di riempimento dello stampo, nonché la capacità di evacuazione del processo di stampaggio. È un collegamento chiave che influisce sulle prestazioni del prodotto. È necessario progettare la posizione, il metodo e la quantità degli anelli di tenuta in base al prodotto. Allo stesso tempo, è necessario risolvere i problemi di tenuta nello spazio di raccordo dello stampo, nel sistema di espulsione, nel sistema di vuoto e in altre posizioni per garantire che non vi siano perdite d'aria durante il processo di riempimento della resina per garantire le prestazioni della parte.
(4) Pressa idraulica ad alta precisione e relativa tecnologia di controllo
Nel processo HP-RTM, il controllo dello spazio di chiusura dello stampo nel processo di riempimento della resina e il controllo della pressione nel processo di pressatura richiedono tutti la garanzia di un sistema di pressa idraulica efficiente e di alta precisione. Allo stesso tempo, è necessario fornire una tecnologia di controllo tempestivo in base alle esigenze del processo di iniezione della colla e del processo di pressatura per garantire la continuità del processo di stampaggio.
 Italiano
Italiano
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



